

Utilizando como ejemplo el sistema de desulfuración de gases de combustión (FGD) de una central eléctrica de carbón, este análisis examina los problemas de los sistemas tradicionales de desulfuración de gases de combustión (FGD) para aguas residuales, como el diseño deficiente y la alta tasa de fallos de los equipos. Mediante múltiples optimizaciones y modificaciones técnicas, se redujo el contenido de sólidos en las aguas residuales, garantizando así el funcionamiento normal del sistema y reduciendo los costes de operación y mantenimiento. Se propusieron soluciones prácticas y recomendaciones que sientan las bases para lograr un vertido cero de aguas residuales en el futuro.

1. Descripción general del sistema
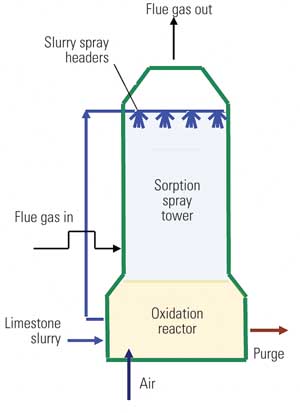
Las centrales eléctricas de carbón suelen emplear el proceso de destilación de gas de combustión (FGD) húmedo con caliza y yeso, que utiliza caliza (CaCO₃) como absorbente. Este proceso genera inevitablemente aguas residuales de FGD. En este caso, dos sistemas de FGD húmedos comparten una unidad de tratamiento de aguas residuales. La fuente de aguas residuales es el rebosadero del ciclón de yeso, procesado mediante métodos tradicionales (sistema de triple tanque) con una capacidad diseñada de 22,8 t/h. Las aguas residuales tratadas se bombean a 6 km de distancia hasta un vertedero para la supresión de polvo.
2. Problemas principales del sistema original
El diafragma de las bombas dosificadoras presentaba fugas o fallas frecuentes, lo que impedía la dosificación continua de productos químicos. Las altas tasas de fallos en los filtros prensa de placas y marcos y las bombas de lodos aumentaban la demanda de mano de obra y dificultaban la eliminación de lodos, ralentizando la sedimentación en los clarificadores.
Las aguas residuales, procedentes del desbordamiento del ciclón de yeso, tenían una densidad aproximada de 1040 kg/m³ y un contenido de sólidos del 3,7 %. Esto afectó la capacidad del sistema para descargar continuamente el agua tratada y controlar las concentraciones de iones nocivos en el absorbedor.
3. Modificaciones preliminares
Mejorando la dosificación de productos químicos:
Se instalaron tanques químicos adicionales sobre el sistema de triple tanque para garantizar una dosificación constante por gravedad, controlada por unmedidor de concentración en línea.
Resultado: Se mejoró la calidad del agua, aunque se requirió sedimentación. El vertido diario se redujo a 200 m³, lo cual fue insuficiente para el funcionamiento estable de los dos sistemas de destilación de gas de combustión (FGD). Los costos de dosificación fueron elevados, con un promedio de 12 CNY/tonelada.
Reutilización de aguas residuales para la supresión del polvo:
Se instalaron bombas en el fondo del clarificador para redirigir parte de las aguas residuales a los silos de cenizas del lugar para su mezcla y humidificación.
Resultado: Se redujo la presión en el lugar de disposición, pero aún así hubo alta turbidez e incumplimiento de las normas de descarga.
4. Medidas de optimización actuales
Con regulaciones medioambientales más estrictas, se hizo necesaria una mayor optimización del sistema.
4.1 Ajuste químico y operación continua
Se mantiene el pH entre 9 y 10 mediante una mayor dosis de productos químicos:
Uso diario: cal (45 kg), coagulantes (75 kg) y floculantes.
Se aseguró una descarga de 240 m³/día de agua limpia después del funcionamiento intermitente del sistema.
4.2 Reutilización del tanque de lodos de emergencia
Doble uso del tanque de emergencia:
Durante el tiempo de inactividad: almacenamiento de lodos.
Durante la operación: Sedimentación natural para extracción de agua clara.
Mejoramiento:
Se agregaron válvulas y tuberías en varios niveles de tanque para permitir operaciones flexibles.
El yeso sedimentado se devolvió al sistema para deshidratarlo o reutilizarlo.
4.3 Modificaciones en todo el sistema
Menor concentración de sólidos en las aguas residuales entrantes al redirigir el filtrado desde los sistemas de deshidratación por cinta de vacío al tanque de almacenamiento de aguas residuales.
Mayor eficiencia de sedimentación acortando los tiempos de sedimentación natural mediante la dosificación de productos químicos en tanques de emergencia.
5. Beneficios de la optimización
Capacidad mejorada:
Funcionamiento continuo con un vertido diario de más de 400 m³ de aguas residuales conforme.
Control efectivo de la concentración de iones en el absorbedor.
Operaciones simplificadas:
Se eliminó la necesidad del filtro prensa de placa y marco.
Reducción de mano de obra para el manejo de lodos.
Mayor confiabilidad del sistema:
Mayor flexibilidad en los cronogramas de procesamiento de aguas residuales.
Mayor confiabilidad del equipo.
Ahorro de costes:
El uso de productos químicos se redujo a cal (1,4 kg/t), coagulantes (0,1 kg/t) y floculantes (0,23 kg/t).
El costo del tratamiento se redujo a 5,4 CNY/tonelada.
Ahorro anual de aproximadamente 948.000 CNY en costes de productos químicos.
Conclusión
La optimización del sistema de depuración de gases de combustión (FGD) de aguas residuales resultó en una mejora significativa de la eficiencia, una reducción de costes y el cumplimiento de normas ambientales más estrictas. Estas medidas sirven de referencia para sistemas similares que buscan lograr un vertido cero de aguas residuales y sostenibilidad a largo plazo.
Hora de publicación: 21 de enero de 2025



