

I. Introducción al absorbedor de desulfuración
La función principal del absorbedor de desulfuración es circular y pulverizar la lechada mezclada con caliza y yeso a través de la bomba de circulación y las tuberías de pulverización para absorber el dióxido de azufre presente en los gases de combustión que entran en el absorbedor. El dióxido de azufre absorbido por la lechada reacciona con la caliza y el oxígeno inyectado en el absorbedor para producir sulfato de calcio dihidratado (yeso). Posteriormente, el yeso generado se descarga al sistema de deshidratación de yeso a través de la bomba de descarga para su deshidratación.
II. Tres áreas funcionales del absorbedor de desulfuración
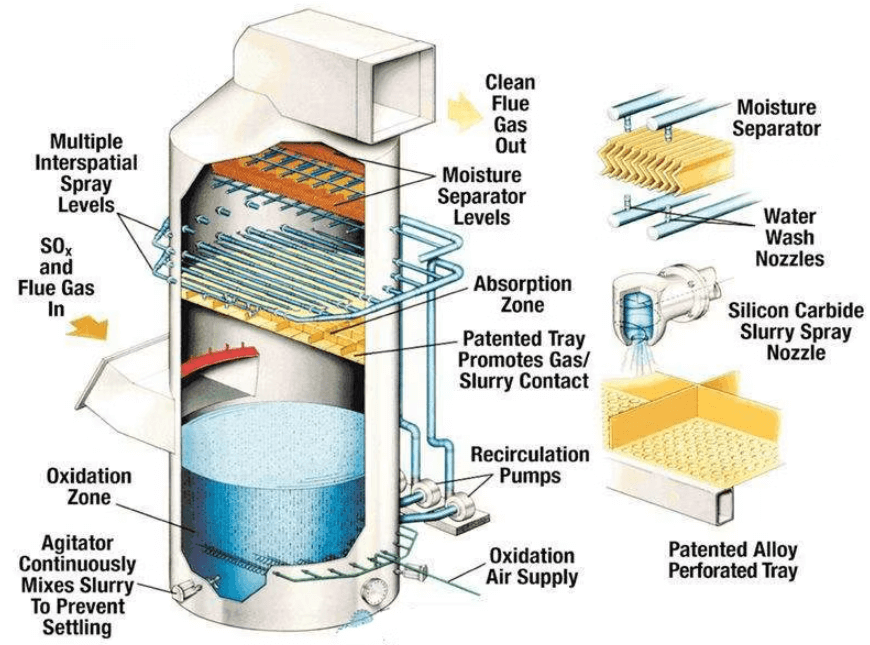
El absorbedor se puede dividir en tres zonas funcionales de arriba a abajo: cristalización de oxidación, zona de absorción y desempañado.
(1) La zona de cristalización de oxidación se refiere al estanque de lodo del absorbedor y su función principal es disolver la piedra caliza y oxidar el sulfito de calcio.
(2) La zona de absorción incluye la entrada del absorbedor, la bandeja y varias capas de pulverización. Cada capa del dispositivo de pulverización cuenta con numerosas boquillas de cono hueco; la función principal del absorbedor es la absorción de contaminantes ácidos y cenizas volantes en los gases de combustión.
(3) La zona de desempañado cuenta con desempañadores de dos etapas sobre la capa de pulverización. Su función principal es separar las gotas en los gases de combustión, reduciendo el impacto en los equipos aguas abajo y la dosificación del absorbente.
El área de absorción del absorbedor se refiere al área comprendida entre la línea central de la entrada del absorbedor y la de la capa de pulverización más alta. La pulpa pulverizada lava los gases de combustión con azufre en esta área. Una altura suficiente del área de absorción garantiza una mayor tasa de desulfuración. Cuanto mayor sea la altura, menor será el caudal requerido de la bomba de circulación, con el mismo requisito de tasa de desulfuración.
La zona de pulverización del absorbedor se define como:
(1) Torre de pulverización: 1,5 m por debajo de la boquilla más baja hasta el área de salida de la boquilla más alta.
(2) Torre de columna de líquido: desde la salida de la boquilla más baja hasta 0,5 m por encima de la columna de líquido más alta cuando todas las bombas de circulación de pulpa están en funcionamiento.
El absorbedor es el elemento central del sistema de desulfuración de gases de combustión. Requiere una amplia área de contacto gas-líquido, una buena reacción de absorción de gases y una baja pérdida de presión. Es adecuado para el tratamiento de gases de combustión de gran capacidad. En este dispositivo se realizan los siguientes pasos principales del proceso:
① Absorción de gases nocivos en la suspensión de lavado;
② Separación de gases de combustión y lodo de lavado;
③ Neutralización de lodos;
④ Oxidación de productos de neutralización intermedios en yeso;
5 Cristalización del yeso.
III. Composición del absorbedor
El absorbedor generalmente se divide en un cilindro, una entrada y una salida de gases de combustión. La entrada y la salida de gases de combustión se ubican típicamente en el centro y la parte superior del absorbedor, respectivamente. El cilindro del absorbedor puede dividirse funcionalmente en una piscina de lodos, una capa de pulverización y una zona de desempañado. La piscina de lodos se ubica generalmente en la parte inferior de la entrada del absorbedor, mientras que la capa de pulverización y el desempañado se ubican entre la entrada y la salida de gases de combustión. La salida de gases de combustión del absorbedor puede ser una salida directa superior o una salida lateral horizontal.
El área de pulverización convencional cuenta con capas de pulverización, boquillas y otros dispositivos. Dependiendo del proceso de desulfuración, el área de pulverización de algunos absorbedores también estará equipada con bandejas, varillas Venturi y otros dispositivos.
IV. Requisitos de diseño del absorbedor
(1) La relación calcio-azufre no debe ser mayor de 1,05.
(2) Cuando se utiliza un desempañador en torre, la velocidad de los gases de combustión del absorbedor en condiciones de diseño no debe superar los 3,8 m/s, lo que podría controlarse mediante un Coriolisfbajose reunióer.
(3) Se prefiere una estructura integrada del estanque de lodos y el cuerpo de la torre.
(4) El tiempo de residencia de la circulación de la pulpa no debe ser inferior a 4 minutos, y la torre de la columna de líquido no debe ser inferior a 2,5 minutos.
(5) Se debe instalar un anillo de retención de agua y una cubierta contra la lluvia en la intersección del conducto de entrada del absorbedor y la pared vertical del absorbedor.
(6) El conducto de entrada de la torre de pulverización vacía debe tener una entrada oblicua descendente. Si se adopta la entrada horizontal, debe asegurarse que la posición más baja del conducto, en el primer codo adyacente a la entrada del absorbedor, esté entre 1,5 y 2 m por encima del nivel normal de funcionamiento del líquido de la piscina de lodos del absorbedor. El conducto de entrada de la torre de columna de líquido puede tener una entrada horizontal o vertical.
(7) La distancia entre las capas de pulverización adyacentes de la torre de pulverización vacía no debe ser inferior a 1,8 m.
(8) La capa de pulverización superior de la torre de pulverización vacía solo debe pulverizar hacia abajo y la distancia neta desde la capa más baja del desempañador no debe ser inferior a 2 m.
(9) Para las torres de pulverización equipadas con bandejas porosas y tabuladores, las bandejas porosas y las hojas de los tabuladores deben estar hechas de materiales de aleación anticorrosión.
(10) Cuando no esté instalado el dispositivo de intercambio de calor y calentamiento de gases de escape, la selección de parámetros de diseño como el caudal de la torre vacía, la relación líquido-gas y el contenido de sólidos de la suspensión del absorbedor debe tener en cuenta los requisitos de eficiencia de desulfuración y la influencia de factores como la reducción de la cantidad de gotas netas de gases de combustión transportadas.
(11) El diseño del absorbedor debe adaptarse al rango de diseño de la carga de la caldera y al contenido de azufre del carbón. Un sistema inteligenteno nuclearmedidor de densidad de lodordeLonnmeterSe recomienda monitorear la densidad de la piedra caliza y el yeso en la salida para garantizar una tasa de desulfuración suficiente.
Hora de publicación: 05-feb-2025



